“We started collaborating with EPRI to address the need to repair welded joints, especially in places that cannot be repaired by standard methods,” said ČEZ Welding Engineer Marek Palan. “EPRI’s experts provided materials, welding, and nondestructive evaluation know-how…. The technical support from EPRI’s experts equipped us to defend the weld overlay technology with the State Office for Nuclear Safety.”
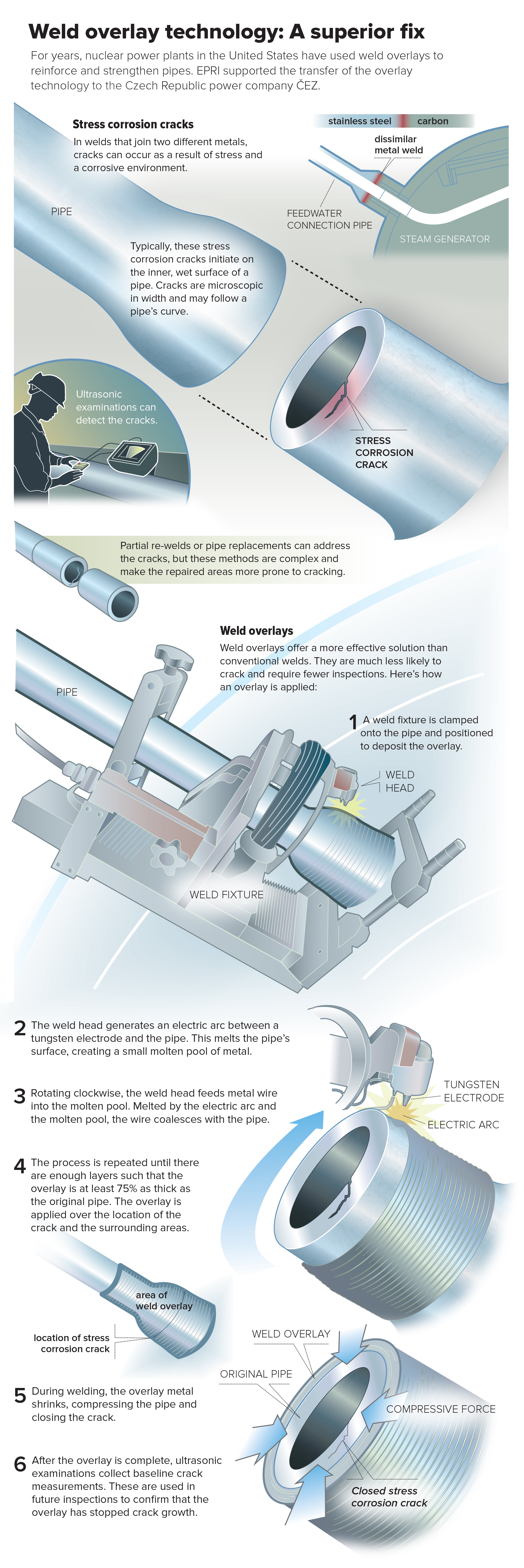
New technologies can lead to surprising benefits. In the nuclear power industry, the weld overlay offers a case in point. This repair procedure is used when there is stress corrosion cracking along or near a weld connection joining two pipes. A weld metal is applied over the weld connection, restoring the pipes’ structural integrity and resisting further stress corrosion cracking.
In the early 1980s in the United States, stress corrosion cracking in welds and piping had become such a pervasive problem in boiling water nuclear reactors that the U.S. Nuclear Regulatory Commission shut them down until the problem was under control. “The industry was faced with the prospect of wholesale piping replacement, but there wasn’t enough material or manpower to do that, so they had to come up with an alternative,” said EPRI Senior Technical Leader Bret Flesner. Plant operators turned to weld overlays.
“The first weld overlays were considered a temporary fix, with the assumption that they would need to be replaced within a year,” said Flesner. “However, after a year and a half, then three years, then five years, plant operators found no problems. So they kept extending the life of the overlays, and EPRI and other welding experts began investigating the practicality of using weld overlays as a permanent repair.”
In the late 1980s, Argonne National Laboratory and EPRI’s welding research center in Charlotte removed and examined overlays and underlying welds, gaining a deeper understanding of this phenomenon: When a weld overlay is installed, the weld metal solidifies and shrinks, exerting compressive forces on the underlying pipe. The overlay not only stops crack propagation in the underlying material, but also provides the structural integrity needed to support all loads specified in the plant’s design.
“In fact, the weld overlay is structurally superior to the pipe underneath,” said EPRI Principal Technical Leader Steve McCracken.
Over time, weld overlays became a long-term, industrywide solution to stop the progression of stress corrosion cracking in U.S. boiling water reactors and pressurized water reactors. Today, there are more than a thousand overlays in operating nuclear plants.
Europe is a different story. “Although weld overlays are now routinely installed in the U.S., they are rarely used in Europe,” said McCracken. “It’s very exacting work, and the plant operators there didn’t have the same level of experience with the overlay technology needed to satisfy their regulators’ inquiries.”
This is changing. In 2018, the Czech Republic power company ČEZ—with technical assistance from EPRI—became the first European nuclear plant operator to execute a weld overlay at a WWER type pressurized water reactor. The Institute of Applied Mechanics Brno collaborated with EPRI and provided technical support throughout the project. ČEZ Energoservis (ČEZ’s welding services subsidiary) also provided technical support and applied the overlay.
During routine inspections in 2014, ČEZ technicians discovered stress corrosion cracking in the dissimilar metal welds of a super emergency feedwater pipe in one of the four WWER-440/213 reactors at Dukovany Nuclear Power Station. They attempted weld repairs, but the cracking continued. Faced with similar cracking in the other units—each has six steam generators equipped with a super emergency feedwater pipe—ČEZ and EPRI in 2015 explored options to address the problem.
“We started collaborating with EPRI to address the need to repair welded joints, especially in places that cannot be repaired by standard methods,” said ČEZ Welding Engineer Marek Palan. “EPRI’s experts provided materials, welding, and nondestructive evaluation know-how.”
ČEZ had three options. The first was to cut out and replace the piping. “Because of the super emergency feedwater nozzle configuration, this is a very complex and risky undertaking,” said McCracken.
The second option—partially excavating the welds to remove the outer portion of the cracks and then re-welding—was done previously, but the stress corrosion cracks continued to grow.
The third option was a structural weld overlay—one designed to add strength at the joint as well as stop crack growth. “This was entirely new ground,” said McCracken. “Such an overlay had never been attempted on a WWER-440 reactor. Some Western European nuclear plants with designs similar to those in the U.S. fleet had recently applied overlays. But the materials and piping configurations in ČEZ’s WWER reactors differ from plants in the U.S. and Western Europe. Its operators could not take full advantage of the knowledge and operating experience of those fleets.”
In 2016, a ČEZ team visited EPRI’s Welding and Repair Technology Center and Nondestructive Evaluation Center in Charlotte (see box at end of article) and briefed EPRI researchers on the unique design and materials of the WWER-440 reactors. EPRI discussed the overlay technology and its three decades of U.S. experience and described the successful overlay installation in 2012 at KKL’s Leibstadt Nuclear Power Plant in Switzerland.
“In 2017, we began intensive work to deploy the overlay technology to repair the welded joints of the super emergency feedwater pipes,” said Palan. “We met with EPRI experts in Charlotte to establish a roadmap for the overlay application.”
“ČEZ asked us to demonstrate a weld overlay on a mockup—a replica of the components with simulated cracks,” said McCracken. “This involved acquiring a super emergency feedwater pipe and nozzle from a WWER nuclear plant in Germany that had never been put into service.”
The mockup was shipped to Charlotte along with welding materials specific to WWER-440 reactors. “We introduced artificial flaws into the pipe welds and applied a weld overlay, demonstrating what ČEZ would be doing to repair cracking at the Dukovany units,” said McCracken. Six ČEZ staff observed and participated.
These activities demonstrated the welding procedures and the associated nondestructive evaluation techniques. “Using the artificial flaws in the pipe, we demonstrated that the phased array ultrasonic examination procedures used to inspect overlays in the U.S. can be applied also to overlays fabricated with materials used for WWER reactors,” said Flesner. “This enabled us to train the ČEZ staff to conduct the phased array examination. We provided them with guided practice and qualification testing for the procedures.”
“ČEZ experts attended more than a month of training at EPRI’s Charlotte office to perform nondestructive testing on weld overlays,” said Palan.
The hands-on experience for ČEZ staff at the EPRI labs was critical to the success of this effort. “ČEZ staff acquired a comprehensive understanding of the procedures and techniques to move forward with weld overlays at their nuclear power plants,” said McCracken. “The technology transfer also helped ČEZ provide the Czech Republic’s nuclear regulators with the technical information needed for approval of the overlay technology.”
“The technical support from EPRI’s experts equipped us to defend the weld overlay technology with the State Office for Nuclear Safety,” said Palan.
Another key aspect was the precision of the work. “I’ve been involved with welding mockups for more than two decades, and the precision of this mockup was the best I’ve ever seen,” said McCracken. “We documented all the welding parameters, measured all the weld layers, built a map of the weld, and used all the data to validate a structural analysis model. ČEZ staff used the data to support regulatory approval.”
In April 2018, ČEZ successfully installed a structural weld overlay on a dissimilar metal weld joining a super emergency feedwater pipe to a steam generator at Dukovany’s Unit #2. “We appreciated the support provided on-site by Steve McCracken and Bret Flesner during the repair procedure,” said Palan.
“ČEZ did all the right technical procedures in the right sequence,” said McCracken. The overlay approach was accepted by ČEZ, the nuclear industry regulator, and two Czech inspection agencies.

Radiation Reduction and Ease of Inspection
In addition to providing structural integrity and controlling stress corrosion cracking, weld overlays can reduce radiation dose to workers. Before overlays were introduced in the United States, plant operators often addressed stress corrosion cracking by cutting and replacing pipe sections. “Whenever you breach the system like this, you have to drain it first, removing water’s shielding effect on radiation,” said McCracken. “Radiation exposure to workers can be 3–5 times higher when the system is drained. With overlays, you avoid the need to breach the system.”
Pressurized water reactors have extremely thick pipes to handle pressures as high as 2,300 pounds per square inch. It’s very expensive to cut and replace these pipes. Overlays provide an effective solution at a fraction of the time and cost. The majority of overlays in pressurized water reactors in the U.S. are now performed preemptively to reduce the likelihood of cracks in susceptible materials.
Overlays also can enhance inspection capabilities. The location and geometry of traditional welds often make them difficult to examine with ultrasonic and other inspection tools. Overlays can change the geometry to make weld configurations more accessible. “Overlays have made pipe welds more inspectable,” said Flesner. “Since the overlay structurally replaces the weld underneath, you only have to examine the overlay, which offers a smooth surface you can scan along. You can use phased array ultrasonics to inspect the entire volume of the overlay.”
Next Steps
After the successful, first-of-its-kind structural weld overlay application at Dukovany Unit #2, ČEZ installed 7 more overlays on super emergency feedwater nozzles in other Dukovany units. “An additional 8 overlays are scheduled for Dukovany in 2019, with the remaining 8 scheduled for 2020,” said McCracken.
“We believe the weld overlays installed in the Czech Republic represent a significant step toward further acceptance of this proven repair technology in Europe,” said McCracken. “This is a great opportunity to showcase and transfer the technology.”
Two Critical Research Centers for Nuclear Plant Maintenance
EPRI’s Welding and Repair Technology Center develops and tests advanced materials, welding, joining, and other repair technologies for nuclear plant applications. It supports technology transfer and safe, effective field implementation through guidance documents, training, and forums for information exchange. The center also provides technical input to code and regulatory entities to inform the development and modification of welding and joining requirements.
EPRI’s Nondestructive Evaluation Center is among the world’s leading facilities dedicated to developing and qualifying nondestructive evaluation techniques and equipment for the nuclear power industry. It promotes technology transfer by training technicians to work with these specialized techniques.
Key EPRI Technical Experts:
Bret Flesner, Steve McCracken
For more information, contact techexpert@eprijournal.com.
Additional Resources:
- Welding and Repair Technology Center: Overlay Handbook
- Nondestructive Evaluation: Inspection Issue Support, Volume 3
- Nondestructive Evaluation: Procedure for Manual Phased Array UT of Weld Overlays: Technical Basis Document
- Assessment of Weld Residual Stress for a Weld Overlay Mockup of a WWER Super Emergency Feedwater Nozzle Dissimilar Metal Weld
- Two- and Three-Dimensional Weld Residual Stress Analysis of a Weld Overlay Mockup of a VVER Feedwater Nozzle Dissimilar Metal Weld
Artwork and Infographic by Alisa Weigandt